Challenge #4
| To develop a system economically feasible, that can be produced and marketed providing economic benefits to both vendor and customer. |
 |
Deciding the maximum capacity of a production plant is a crucial decision with extreme impact on capital expenditure, fixed manufacturing costs and variable manufacturing costs. Besides, competitive position of a biopharmaceutical company and its future performance in the market can depend on the right choice. This decision becomes more complex when considering the enormous differences in requirements for space and facilities utilities that different production technologies have for a given maximum capacity. Depending on design features, different technologies can be accommodated in the same production plant and obsolete technologies can be replaced with more efficient ones. Sometimes this is not possible and a new plant must be designed, built and commissioned before implementing a novel production technology.
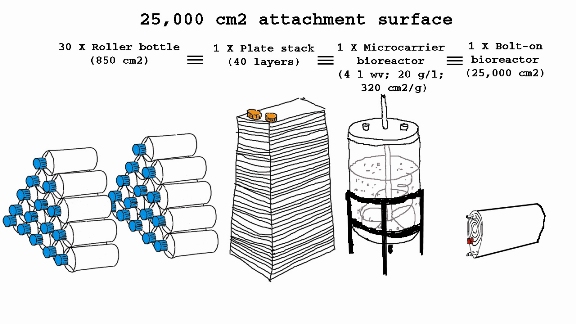
Consider, for example, the huge differences in space requirement for the following culture devices when producing a 25,000 cm2 batch:
Replacing a established production technology is specially cumbersome in biopharmaceuticals production, since the impact of the newly introduced technology on the production process and on the quality of the product are major concerns not only for the biopharma company, but also for regulatory authorities who will want detailed reporting on every minor modification introduced and the impact of these changes on the quality of the product.
Therefore, even assuming that a novel production technology is more efficient than an established one, substitution is not an obvious decision, but requires minute analysis from different viewpoints. Economics of the production process is one of the most important points of view on the decision-making process, but not the only one.
This article is an effort to analyze the economics of the adherent cell culture process when using existing technologies and set the cost of the Bolt-on Bioreactor system that makes the BoB meet Challenge #4.
Three existing technologies and the Bolt-on Bioreactor are compared at three different production scales. These existing technologies are: plate stacks, roller bottles and microcarriers, and the scales compared are: 1 m2, 100 m2 and 10,000 m2. These production scales should cover most necessities for adherent cell culture, from cell therapy to cell-produced biopharmaceuticals. Cost information comes from different sources. Some numbers are reported on technical literature, others have been collected by The BoB team during their professional experience, other data come from publicly available sources and other are our best estimations or calculations. Costs have been converted into US dollars at exchange rates at the time of writing this article.
For a better understanding of the results and the impact on capital expenditure and related depreciation costs of choosing the different alternative technologies, manufacturing costs are divided in Variable manufacturing costs and Fixed manufacturing costs. Costs considered in the analysis and estimation criteria are described below.
Variable manufacturing costs
This category includes all costs that vary proportionally with the number of units produced. In the present analysis the production unit is the square centimeter of adhesion surface. The adequacy of different surfaces for the culture of adherent cells is beyond the scope of the present analysis, although some hints can be found on the discussion of Challenge #1.
Raw materials
This subcategory includes materials that are used and consumed during production. All the materials are considered single-use. The costs included in this subcategory are:
Cell culture device: To calculate the cost of culture devices, the cost of all culture devices used in the process is considered. For example, consider that the target production area for a given batch is 1,000 cm2 and you decide to make an initial culture in a t-100 flask (100 cm2), then sub-culture into three t-175 flasks (525 cm2) and the final passage in six t-175 flasks (1,050 cm2), where the prices for every t-100 and every t-175 are, 6.1 $ and 7.6 $, respectively. The total cost of cell culture devices used in the process is 74.5 $ (6.1+(3x7.6)+(6x7.6)). Average costs per square centimeter have been calculated for every culture technology considered. We have considered that a cell culture device is the individual purchase unit, which in the case of microcarriers is one gram of microcarriers. All cell culture processes, no matter the technology considered, are assumed to start from a 150 cm2 culture. A dilution factor of 5 is considered in every sub-passage.
Special Accessories: some cell culture devices require special accessories during operation. For example, plate stacks need special accessories during filling and harvesting. These accessories include venting filter or caps and tubing. In the case of microcarriers, culture devices (a culture device is a gram of microcarrier) need culture bags for use. Cost of culture bags per liter varies depending on the volume of the bag, which in turn varies depending on the amount of microcarriers required to achieve the desired culture area.
Culture medium: volume of culture medium used in the culture process is proportional to the volume of culture medium used per cm2 of cell attachment area, total cell attachment area and medium replacement rate which in turn is proportional to the metabolic activity of the cell population. In this analysis we consider complete medium replacement rate with every cell doubling, i.e. medium replacement rate is equal to cell doubling rate. Besides, for convenience, attachment area is assumed to double with every cell doubling. Since the starting culture area is 150 cm2, attachment area for the purpose of estimating culture medium usage is calculated as follows
150∙2n = attachment area
where n is doubling time. For example, should we consider a cell population dividing every 36 hours in a discontinuous process such as the one taking place in roller bottles, total medium replacement will take place every 36 hours, and the amount of medium replaced will be 0.25 ml per cm2 of cultured area at the medium replacement time. However, for continuous processes such as the one taking place in the Bolt-on Bioreactor, medium replacement takes place continuously. Although overall replacement rate is the same, there is an important difference in medium consumption at the last medium replacement step where discontinuous processes must waste culture medium unnecessarily while continuous processes adjust to the required volume.
The numbers used in this analysis are representative of real numbers but may vary considerably in different processes. Although production scale influences the cost of culture media, it is sourcing policies that will define the cost of culture media for a given company and therefore we have chosen to set a fixed cost per liter independent of the scale. For the purpose of this analysis the cost of culture medium is set at 8 $/l.
Process solutions: process solutions include washing buffers, equilibration buffers and cell harvest solutions. Although different culture processes need different compositions for each of the process solutions or do not need some of them at all, it is a safe assumption to consider that the use of process solutions different from culture medium occur during the sub-culture step. Therefore, in this analysis the volume of process solutions used up is considered to be proportional to the number of sub-passages and to the total attachment area for each sub-passage. Sub-passages occur every 2.3 cell doublings and the volume of process solution used is 0.25 ml/cm2. Cost of process solutions in this study is estimated at 8 $/l.
Other consumables: some common laboratory material such as pipette tips, syringes, gloves, tubes, glassware, etc., are considered to be used proportionally to the number of devices used in the process, no matter the volumetric area of the device nor the type of device considered. This cost is arbitrarily set at 1 $/device.
Direct labor
This subcategory includes the cost generated by employees working on production related activities. The costs considered in this subcategory are:
Production labor: different steps in the production process require different amounts of time from laboratory technicians and other employees. The amount of time necessary is different depending on the number of operations required from employees and the number of devices involved.
Quality control: Since in-process analysis is the established method for quality control, labor costs allocated to quality control activities are mainly driven by the overall number of culture devices employed in the process for discontinuous processes and by a daily control in continuous processes.
Inventory shrinkage
Inventory loses in the present analysis are considered to be dependant exclusively on Batch contamination events. Since the greatest source of contamination is airborne particles and aerosols generated during culture manipulations, exposure of the interior of open culture vessels is assumed to be the source of contamination for the scope of this study. To estimate the probability of a batch being contaminated and discarded we take as starting point the value of mycoplasma-contaminated cultures provided by Uphoff and Drexler (Cord C. Uphoff and Hans G. Drexler. Detecting mycoplasma contamination in cell cultures by polymerase chain reaction. Cancer Cell Culture. Methods in Molecular Medicine. (2004). 88:319-326). This value is 10-30 %. We take 0.2 as the average probability of a culture being contaminated in regular research laboratories, and we cut this value by half for industrial laboratories, i.e. 0.1. We also assume that this number comes from an average 15-day culture in single use t-flasks where culture medium is replaced every second day when sub-passage occurs. We consider that four flasks are continuously maintained from a single starting t-flask on day 1. Since we assume that every t-flask is opened twice, this adds up to 58 open/close cycles. Therefore, the probability of a batch being contaminated after 58 open/close cycles is 0.1 and the probability of the batch not being contaminated is 0.9. Assuming that contamination in every open/close cycle is an independent event,
0.9 = Pnc58, and Pnc = 0.998
where Pnc is the probability of the culture not being contaminated in each individual open/close cycle. And the probability of a batch being contaminated is:
P = 1-0.998cycles
where cycles is the total number of open/close or connect/disconnect cycles and is twice the number of devices. The cost of every discarded batch is estimated as one fourth the cost of a produced batch to account for the fact that some contamination events occur early in the process and some occur when the process is almost finished. And inventory lose is calculated as the probability of a batch being contaminated multiplied by the cost of a discarded batch. Although far from accurate, this approximation helps compare inventory shrinkage costs due to contamination.
Variable overhead costs
In this sub-category we include those costs that increase or decrease as production increases or decreases but cannot be directly assigned to every production unit. Labor costs are based on estimated average cost of 30 $/hour for production and QC and 20 $/hour for maintenance. These costs are:
Indirect labor: This cost accounts for the amount of additional time used by employees in activities such as sourcing, warehouse handling and waste management. This time increases as the number of devices handled increases. An additional 5 minutes per device is estimated to account for this cost.
Indirect materials: The amount of some materials such as labels, boxes, bags and paper increases with the number of devices used. An additional dollar per used device is deemed sufficient to account for this cost.
Solid waste management: Biological waste must be disposed of by authorized waste management contractors or by authorized processes within the company. The cost allocated for solid waste management increases as the volume and weight of waste increases. Therefore, the variable overhead cost for solid waste management is directly proportional to the number of devices used and the unitary volume and weight of every device. Bearing in mind a cost for medical waste management of 0.08 – 1.36 $/kg (MEDICAL WASTE MANAGEMENT (2011). International Committee of the Red Cross), the cost for solid waste treatment is estimated at 0,72 $/kg. From publicly available data provided by manufacturers we have calculated an average weight of 0.19 grams per square cm of roller bottle, 0.62 g/cm2 for plate stacks and 11 grams per liter of plastic bag used for microcarriers cell culture (20 grams of microcarriers account for 3,200 cm2 and require 1 liter of bag volume). Since materials used for rolled membrane manufacturing are similar to roller bottles but growth occurs on both sides of the membrane, the weight for rolled membrane devices (BoB) is estimated at 0.09 g/cm2.
Liquid waste management: As it happens for solid waste, this cost increases as the volume of liquid waste increases. Bearing in mind the cost for medical waste management, the cost for liquid waste treatment is estimated at 0.72 $ per liter of culture medium and process solutions used.
Fixed manufacturing costs
In this category we only consider fixed manufacturing overhead costs, i. e., fixed costs directly related to manufacturing, and assuming that maximum capacity is determined by the batch size under consideration. For example, when analyzing fixed manufacturing costs for the production of adherent cells, marketing or after sales costs are not considered and production facilities are assumed to have the size necessary for maximum capacity necessary to culture the cells on the considered cell culture technology at the set batch size. This means that beyond a minimum size of the premises, necessary to move around, the size of the premises will be larger for larger maximum batch sizes. Besides, in order to account for the reduction in cell duplication time in continuous processes as compared to discontinuous processes as a consequence of cellular stress and sub-culture operations, production time in continuous processes is considered to be 30 % faster, a conservative estimation considering that doubling time increases more than 50 % in stressing environments. Cell doubling time is estimated to be 36 h for discontinuous processes and 25 h for continuous processes and the process starts with the seeding step. Therefore, the duration of the process is calculated as the days necessary to colonize the batch area starting from 150 cm2 and with the assigned doubling time. Costs considered in this category are:
Electrical power consumption: A large chunk of electricity expense in a biopharmaceuticals producing company comes from the HVAC system consumption which in turn is proportional to the volume of the production plant. From a starting value of electrical power consumption of 5.000 kWh/day for a 15,000 square feet GMP plant and assuming an average ceiling height of 3 meters, we have calculated an average 1.2 kWh power consumption per day and cubic meter.
Indirect labor: The number of cleaning, maintenance and validation employees is larger for larger facilities. The average number of indirect employees in GMP plants is extracted from public documents. Employees are assumed to work 1,700 hours a year at a cost of 20 $/h, in a plant with an average ceiling height of 3 meters.
Depreciation and amortization of classified areas: This cost accounts for the depreciation cost of classified areas within the premises, including general manufacturing equipment. Depreciation cost basic unit is $/day∙m3 where the capital expenditure is calculated from published data. To calculate the volume of the facilities necessary to operate with each of the technologies considered, minimum facilities size common to all four technologies has been neglected, and the additional facilities volume necessary in classified areas is calculated as twice the volume taken up by the maximum number of devices operating simultaneously to account for the handling of the devices plus the volume taken up by the specialty manufacturing equipment.
Depreciation and amortization of non-classified areas: This is the depreciation cost of non-classified areas, such as the warehouse. Unitary cost is estimated as one third of the respective value for classified areas and the space necessary is calculated as twice the total volume of the devices used throughout the process to account for storing and handling space.
Depreciation and amortization of specialty manufacturing equipment: This cost considers only special equipment associated to cell culture with the chosen technology. For example, roller bottles need rollers and CO2 incubators and microcarriers need bioreactors. Depreciation cost basic unit is $/day∙m3 where the capital expenditure is calculated from the cost of equipment necessary to culture cells at the different scales considered.
CAPITAL EXPENDITURE
Capital expenditure (CAPEX), i.e., investments in long-term operating assets, is on itself a most important factor to consider when choosing the production technology, since the amounts invested on many assets depend on the production technology. For example, consider the volume of the classified area necessary to operate thousands of roller bottles compared to the size of the plant necessary to accommodate a bioreactor. Besides, Depreciation and amortization costs analyzed above (see Fixed manufacturing costs above) depend directly on some of the investments included in CAPEX. For the purpose of the present analysis, only CAPEX items that affect Fixed manufacturing costs will be considered. These items are:
Classified production premises: This category includes premises and utilities subject to special environmental control according to GMP guidelines.
General production facilities: This includes premises and utilities necessary for manufacturing but excluding classified areas which, given the large share of the invested amount they represent will be considered separately.
Production equipment: On this category only special equipment necessary to manufacture according to the chosen technology is considered. Other manufacturing equipment is included in previous categories.
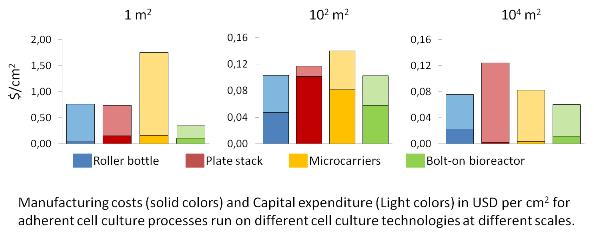
This study compares manufacturing costs of cultivating adherent cells at different scales using different technologies, and the objective is to estimate the maximum permissible costs of the culture device and the control unit that make the Bolt-on Bioreactor system meet Challenge #4. This is, to calculate the costs that make the system attractive to the customer and profitable to the vendor. After computing all calculated data for manufacturing costs, we calculated the cost per cm2 at the different scales considered. Then we calculated the costs of culture device and control unit of the Bolt-on Bioreactor that produce competitive manufacturing cost compared to the technologies considered at every scale. These results are plotted on the following figure:
The different formats of the BoB system that have been considered in the analysis above are shown in the following image:
And the costs calculated for the BoB system that produce the values shown in the cost-analysis figure above are:
|
Production scale - attachment area |
BoB culture chamber |
BoB control unit |
| 1,300 | 0.06 | 5,500 |
| 4,800 | 0.05 | 5,500 |
| 23,500 | 0.04 | 5,500 |
| 125,000 | 0.03 | 25,000 |
| 625,000 | 0.03 | 25,000 |
| 3,125,000 | 0.03 | 25,000 |
Results show that for all three scales analyzed and from the economic point of view, we have found costs for the BoB system (both for the single-use culture chamber and for the control unit and accessories) that make the production process with the BoB more attractive to the user than with the other three technologies studied. However, there are other considerations that despite the effort are not easily converted into dollars. These considerations refer to the inconvenience of handling large numbers of devices and occupying huge volumes of production space. The following figure shows the percentage of the total number of devices and the total culture volume taken up by different technologies:
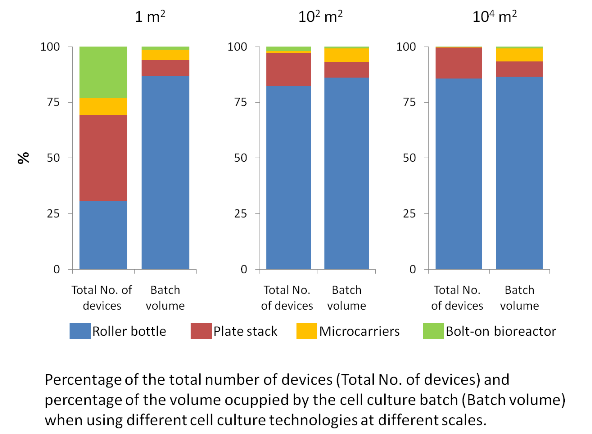
This figure reveals that even at a scale of 1 m2, enough in some cases for a therapeutic dose of cells for a patient, roller bottles need many times more space than any other technology, and the number of bottles necessary becomes so large at larger scales that strategic decisions must be taken to invest in facilities specially designed to cope with the many thousands of bottles necessary. The technologies that fewer devices and less volume take up are the Bolt-on bioreactor and suspended microcarriers (note that for convinience in the analysis we have considered that a gram of microcarriers is a device, but data reported in the figure above we consider that a culture vessel is a device). However, considerations about microcarriers and adherent cell culture reported in our previous analysis of Challenge #1 should be taken into account when choosing production technology.
With development, production and distribution costs data currently available to us, we believe that estimated costs for the BoB system will make the marketing of the product attractive to the vendors as well, provided that the number of units sold is sufficient. Therefore, we believe that Challenge #4 has been met.
The following video sumarizes major results of the above comparative analysis:
© Copyright 2014 - 2018, The BoB project